 Download printable datasheet
Download printable datasheetThe FRBH is one of the world’s most efficient and reliable pumps. Able to perform effectively across a broad operating range, the high efficiency of the FRBH translates into low total cost of ownership.
Brands: Worthington
- Applications: Bleach Chemical (pulp and paper), Auxiliary Services(power), Coatings (pulp and paper), Desalination, Digester, Flue GasDesulfurization, Food Processing, Ground Water Development and Irrigation,Heavy Oil, Oil Sands and Shale, Paper Stock, Sewage Collection and Treatment,Shower Pumps, Slurry Processing, Slurry Transfer (mining), Chemical and Liquor(pulp and paper)
- Industries: Chemical Processing, General Industries, Mining, WaterResources, Power Generation, Pulp and Paper, Oil and Gas
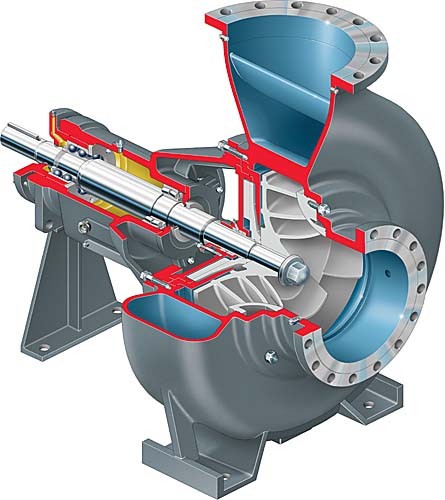
- Self-Venting, Top Centerline Discharge Casing eliminates pumprotation as a factor in piping arrangements.
- Semi-Open, Full Vane Impeller with back pump-out vanes preventsclogging in thick, pulpy applications and reduces axial unbalance and stuffingbox pressure.
- Large Suction Inlet facilitates inflow of stock, minimizesclogging and prevents stock separation or dewatering.
- Stuffing Box is sized for five rings of packing with multiplelantern ring positions. Single, double, tandem and split mechanical sealingoptions also available.
FEATURES
Features:
- Three-point end clearance adjustment
- Back pull out design
- Heavy-duty, oil-lubricated bearings standard
- Fully split interlocking glands
Options :
- Inducer
- Expeller
- Dynamic labyrinth bearing seals
Operating Parameters:
- Flows to 9085 m3/h (40 000 gpm)
- Heads to 100 m (330 ft)
- Pressures to 14 bar (200 psi)
- Temperatures to 150°C (300°F)